|
Lötest Du schon oder klebst Du noch?
|
|
|
|
Teil 2
|
|
|
|
In 2 Teilen zeigt diese Anleitung wie einfach und schnell das oft so gefürchtete und vorurteilbehaftete Löten wirklich ist. Den Kern der Materie trifft die leicht abgewandelte Frage des schwedischen Möbelhauses so punktgenau, daß diese Verbalanleihe verziehen sei.
|
|
|
|
Ziel dieses Artikels ist das sichere und einfache Anwenden des Weichlötens im Modellbau durch schnelles, dauerhaftes und haltbares Verbinden von Metallteilen - allerdings nicht das Kabellöten an Platinen oder Kontakten.
|
|
|
|
Die Anleitung schläfert nicht mit viel Theorie und langen Texten ein. Vielmehr zeigen große Bilder mit erläuternden Worten praxisbezogene Lötarbeiten.
|
|
|
|
Teil 2 zeigt und erläutert erste Übungen an Probe- oder Restteilen.
|
|
|
|

|
|
|
|
Werden alle Anleitungen genau und auch in der dargestellten Reihe befolgt, ist der Erfolg garantiert.
|
|
|
|
In Verbindung mit unserer Luft oxidieren die Oberflächen der meisten Metalle. Eine sorgfältige Reinigung der Oberflächen ist unbedingte Voraussetzung für eine gute Lötarbeit.
|
|
|
|
Ebenso wichtig ist es, die Lötspitze vor jedem Lötgang auf dem nassen Schwamm der Lötstation sauberzuwischen.
|
|
|
|
|
|
|
|
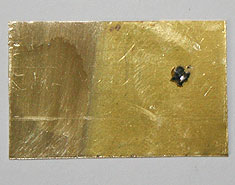
Auf das linke Messingblech ist etwas Lötwasser aufgepinselt worden. Mit dem Lötkolben wird versucht, Lötzinn aufzutragen. Die oxidierte Oberfläche dazu Schmutz und Fett lassen ein sinnvolles Auftragen gar nicht zu. Das Lötzinn bildet nur einen unansehnlichen Haufen, der keinem Fingernagelkratzer standhält.
Im rechten Bild ist der linke, bräunliche Teil des Blechs mit dem Schienenradiergummi gereinigt worden. Das Lötwasser läßt sich nun sauber auftragen und benetzt den Teil des Blechs. Der Haufen bleibt zur Abschreckung stehen.
|
|
|
|
Als Unterlage für die Werkstücke dient immer der aus Teil 1 bekannte feuerfeste Stein.
|
|
|
|
|
|
|
|
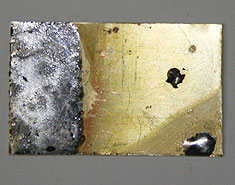
Auf den linken Part des Blechs kann jetzt dauerhaft und haltbar Lötzinn aufgetragen werden. Zusätzlich ist die rechte untere Ecke gereinigt worden und hat Zinn aufgenommen (linkes Bild). Mit der breiteren Seite der Spitze wird Blech und zugeführtes Zinn erwärmt. Wenn das Zinn zu fließen beginnt, wird es mit der Lötspitze auf der ganzen Fläche verteilt. Dabei wird die Lötspitze immer mit der größtmöglichen Fläche auf dem Werkstück (Blech) geführt.
|
|
|
|
Diese Übung zeigt, wie die Bleche tempörär die Wärme aufnehmen und wie die Lötspitze zu halten ist, um das Zinn auf dem Werkstück gleichmäßig zu verteilen.
|
|
|
|
Wenn das Zinn abgekühlt ist, wird das Werkstück mit warmen Wasser von den Lötwasserresten gereinigt und getrocknet (rechtes Bild).
|
|
|
|
|
|
|
|
Im nächsten Schritt werden 2 Bleche verbunden. Kantenstärke ist jeweils 1 mm. Und wieder gilt: zuerst penibel reinigen - und zwar alle Seiten - mindestens die, die mit Zinn in Verbindung kommen werden.
|
|
|
|
|
|
|
|
Es ist empfehlenswert, aber nicht unbedingt erforderlich, mindestens 1 Teil vorzuverzinnen. Dazu wird die kleine Leiste mit Lötwasser satt eingepinselt. Dieser Arbeitsgang sollte zum Kennenlernen der Unterschiede einmal mit vorverzinnter und einmal ohne vorverzinnte Leiste drchgeführt werden.
|
|
|
|
Ganz wichtig ist es jetzt wieder, die Lötspitze auf dem nassen Schwamm der Lötstation sorgfältig abzuwischen. Aber bitte nur kurz, sonst gibt die Spitze zuviel Wärme an den Schwamm ab und muß sich erst wieder aufheizen.
|
|
|
|
Entgegen den meistens anders lautenden Anweisungen wird etwas Zinn von der Rolle auf die Lötspitze genommen.
|
|
|
|
Es heißt immer, keinesfalls ist mit der Lötspitze Zinn von der Rolle aufzunehmen, denn das im Zinn enthaltene Flußmittel verbrenne die Spitze vorzeitig. Das ist Unsinn - sowohl bei einem herkömmlichen Lötkolben als auch bei einer modernen Lötstation. Die Lebensdauer der Lötspitzen ist natürlich endlich, aber eine neue Lötspitze kostet nur rund 6 Euro alle paar Jahre. Wenn das Zinn auf die Spitze aufgebracht wird, kann die Zinnmenge genau dosiert werden - mit der Lötspitze die Werkstücke zu erhitzen und dann Lötzinn dazuzugeben, ist einfach Glückspiel. Ganz schnell ist viel zu viel Zinn geflossen und das Werkstück ist im Lötzinn abgesoffen. Außerdem ist das Lötwasser schon vor Erreichen der Arbeitstemperatur verdampft.
|
|
|
|
Zum Auftragen und Verteilen auf dem Werkstück ist es zur optimalen Wärmeübertragung ganz, ganz wichtig, immer die größte Fläche der Lötspitze am Werkstück anzulegen und die Spitze langsam und gleichmäßig über das Werkstück gleiten zu lassen. Während das Lötwasser verdampft, wird das Zinn gleichmäßig über das gesamte Werkstück verteilt und kühlt dann mit einer leicht glänzenden Oberfläche ab.
|
|
|
|
Wenn dem nicht so ist, muß die Lötspitze langsamer geführt werden und auch länger am Werkstück bleiben, um die Wärme gut zu übertragen - das Zinn muß wirklich flüssig sein!
|
|
|
|
Keinesfalls und absolut nie darf das Zinn nur breiig oder matschig sein, dann wird’s nichts! Bitte diesen und die beiden vorherigen Absätze zweimal lesen und bei jedem Lötvorgang wieder in Erinnerung rufen und wirklich genau beachten: größte Fläche der Lötspitze zur Wärmeübertragung nutzen - kein breiiges oder matschiges Zinn, nur flüssiges!
|
|
|
|
Bitte auch immer ganz ruhig und ohne Eile arbeiten - dann geht es am schnellsten!
|
|
|
|
|
|
|
|
So, die schmale Leiste ist verzinnt und gewaschen. Bei diesen Teilen reicht zum Waschen bereits ein feuchtes bis nasses Tempotuch aus.
|
|
|
|
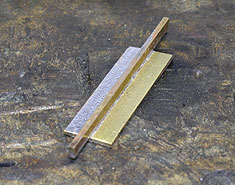
Die beiden Werkstücke werden in ihre Endlage gebracht und mit einem passenden Werkzeug fixiert. Ein Klemmpinzette kann hier auch sehr hilfreich sein.
|
|
|
|

|
|
|
|
Reichlich Lötwasser wird an der Verbindungsstelle aufgetragen.
|
|
|
|

|
|
|
|
Die Lötspitze hat Zinn - wie schon zuvor beschrieben - aufgenommen.
So wie auf dem Foto muß die Lötspitze geführt werden - langsam von links nach rechts ziehen und zurück.
|
|
|
|
Wenn die vorherigen Aussagen genau beachtet werden, dann fließt jetzt das Zinn ganz selbständig zwischen die Werkstücke und verbindet diese zuverlässig. Der feuerfeste Stein nimmt nur wenig Wärme auf, so daß Werkstücke dieser Größe direkt auf dem Stein bearbeitet werden können. Größere Teile sollten gegen Wärmeverluste durch Unterlegen von dünnem Draht links und rechts von der Unterlage isoliert werden.
|
|
|
|

|
|
|
|
Das Zinn hat sich gleichmäßig verteilt. Die Rückstände werden wieder mit warmen Wasser entfernt.
|
|
|
|
Während die Lötstelle erhärtet, kann zum schnelleren Abkühlen ein in Wasser getunktes Ohrenstäbchen herhalten, das allerdings nie direkt an die noch nicht erhärtete Lötstelle geführt werden darf, sondern zum Beispiel an die Kanten der Werkstücke.
|
|
|
|
|
|
|
|
Aus anderer Sicht offenbart sich nun die saubere Lötverbindung. Das rechte Bild zeigt, daß das Zinn auch ohne Vorverzinnung zwischen die Werkstücke gezogen ist und auf der anderen Seite ein wenig ausgetreten ist. So muß es sein.
|
|
|
|

|
|
|
|
Überflüssiges Zinn kann jetzt mit dem zum Schaber mutierten, alten Schraubenzieher von dem gewaschenen Werkstück entfernt werden.
|
|
|
|

|
|
|
|
Das auf den Werkstücken sichtbare Zinn kann restlos entfernt werden. Dies tut der Festigkeit der Verbindung keinen Abbruch. Denn auch beim Löten gilt, weniger (Lötzinn) ist meist mehr.
|
|
|
|
|
|
|
|
Eine saubere Oberfläche wird mit feinem Schmirgelpapier oder dem ungeliebten Glashaarradierer erreicht.
|
|
|
|

|
|
|
|
|
|
Teil 1 | Teil 2
|
|
|
|
jwp Dezember 2007
|
|
|
|
alle Fotos, wenn nicht anders gekennzeichnet: © reflektion.info / jwp
Download nur zum nicht-kommerziellen Gebrauch
|
|
|
|
|
|
|